Visual Quality Standard for Plastic Injection Molded Parts
Purpose of the Visual Quality Standard
This visual quality standard (VQS) has been developed by Star to create an objective methodology for inspecting finished parts and controlling the consistency of the cosmetic appearance of plastic injection molded parts.
Scope
The scope of this standard covers the surface inspection of injected molded parts. This scope is generally defined by our current production capabilities. If the client doesn’t have a VQS standard, then we will reference this standard. If the client has a VQS, and it’s equal to or below our standard, then we will use that standard as the reference. If the client’s VQS is more demanding than our standard, then we need to communicate with the client to reach an acceptable compromise for both parties.
Conditions For Visual Inspection
- Viewing Distance: 300mm +/-50m
- Viewing Time : 30s +/-10s (depending on part size and geometry)
- ISO10526 : 1999-E (D65 Lighting Standard Illumination) : 1000(LUX) +/-200
VQS Classification
Product Size Classification
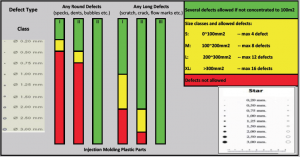
The purpose of classifying product size is to define the number of defects that are permissible in a given surface area.
- S: 1-100mm2
- M: 100-200mm2
- L: 200-300mm2
- XL: >300mm2

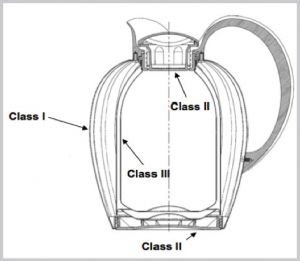
Transparent Plastic Part

Plastic Injected Part
Example of Visual Classifications
Preferably, the customer is to provide Star with a 2D isometric drawing with visual surface classifications clearly stated on the drawing. These classifications will be used to define the VQS which is to be applied to the plastic injection molded part.
Class I – Direct Visual Surface
A direct visual surface means that this is the surface most easily seen and judged by the client. This surface will receive the most critical attention and therefore defects on this surface are to be kept at a minimum. If it’s a transparent part, then all the surfaces will be deemed class I.
Class II – Indirect Visual Surface
This is a surface that the customer will be able to see, but is not necessarily in their direct view. For example, if we were to machine a cube, the left and right side of the cube would be considered indirect visual surfaces if the normal view is the front face of the cube. Depending on the geometry of the part, Star reserves the right to determine which surface(s) will be considered indirect.
Class III – Non-Visual Surface
As the classification implies, this surface has no particular visual requirements. As a general rule, non-visual surfaces should not contain any types of defects related to poor handling, assembly and functioning such as scratches and fingerprints unless permitted due to the constraints of a particular working process. Normally not visible or only visible during installation. If the part is an internal part, then all the surfaces will be deemed class III.
Visual Quality Standard
Inspection Method
The reason for this section is to minimize subjectivity as much as possible. In cases where certain defects are questionable or at the highest limit of our defect specification, we use this method to arrive at an objective decision. Visual surface defects must be viewed from more than one angle. All defects will be measured according to the following class tolerance.
- Will use the Michigan CNC Machining Parts, Inc. defect ruler to measure defects. The distance between two defects shall be no less than 25 mm.
The sizes and allowable occurrence for dimensional defects. For any issues with more than two defects, the distance between two defects must be no less than 25 mm.
Small: 0-100mm
Medium: 100-200mm
Large: 200-300mm
XL: >300mm
Color Spectrophotometer will be used to check color deviation, the result shall be within ∆2.
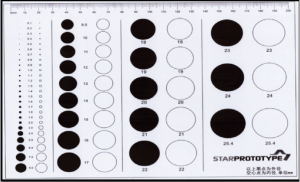
Defect Ruler
Defect Ruler
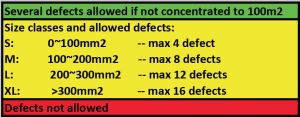
Defect Allowance