To get the right look and feel on your new product, you need to be able to not only define what kind of surface texture you want but also what technique you want us to use to create it. This will save time, money and frustration on your next project.
Different techniques have different purposes, advantages and limitations. So let’s go through the main ones. And remember, texture is different than surface finish, which is more related to painting, anodizing and printing – although these can also affect the texture slightly.
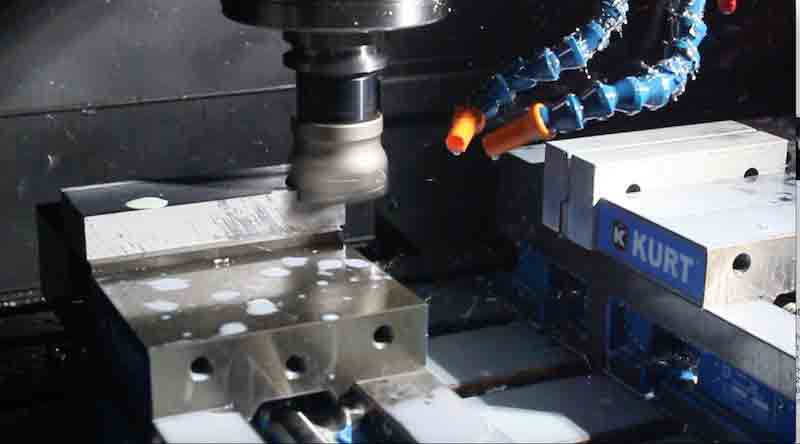
CNC Milling
In CNC milling, the workpiece is held stationary and the cutting tool rotates on its spindle to remove large amounts of metal or plastic quickly. Some multi-axis machines can also move the workpiece around to different orientations that allow for more efficiency in making complex shapes.
The milling action may appear to the naked eye to be a single continuous cut because it happens very fast, but it’s actually a series of closely spaced chips. Because of this, a characteristic pattern of fine scratches is left behind on the surface that matches the rotation of the cutting tool.
It’s possible to refine these scratches to create different textural effects. One way is to alter the speed and the depth of cut, or to use a different cutting tool. If the feed rate is slowed down to improve the surface quality, that will affect the production speed – and cost – for the entire project, so it’s often the case that some compromises must be made between cost, time and surface texture quality.
Ultimately the best results depend on the rigidity and precision of the CNC machine, but in most cases the best Ra value you can expect is about 0.4. For more about Ra values, see here.
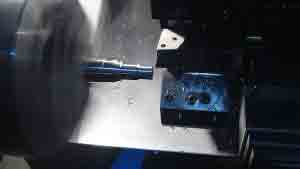
CNC Turning
The main difference between this process and milling is that the workpiece is mounted on a chuck which then spins continuously against a stationary cutting tool. Because of this, the cutting tool does not chip against the surface but rather continuously shaves material away, like paring an apple with a knife.
This is ideal for making any circular features, including grooves, stepped diameters, bores, tapped and threaded holes, etc. There will also be a characteristic, regular pattern left on the workpiece, which will necessarily be circular and at right angles to the long axis on which it was turned.
A good CNC lathe with the right cutting tool can also achieve a surface Ra of 0.4. Although equal in absolute value to that of milling, the surface texture will nonetheless have a different pattern of more closely spaced scratches, which will give it the appearance of being much “smoother”. This is very important to consider when specifying an Ra value – every process has its own special mark that it leaves on the workpiece, and they can look and feel very different.

CNC Grinding
Here, the workpiece is held rigid, either horizontally or vertically. An abrasive grinding wheel is passed over the surface, shaving down high spots and erasing any patterns. The effect is non-directional so the surface appears very uniform. This process generally produces the flattest and smoothest surface texture, aside from meticulous and specialized hand lapping.
Grinding with the correct abrasive, lubricant and cutting speed can achieve a surface Ra of 0.05 or better. It only works on flat surfaces that don’t have any features that would interfere with the movement of the grinding wheel.
Chemical Photo-Etching
This process is specially employed on die casting and injection mold tools. It’s a way to selectively etch the walls of a mold cavity, often with the intention of replicating a specific cosmetic pattern like faux leather, wood grain, stone, etc. Every cast piece thereafter will copy this pattern, which may lend a more expensive or sophisticated look and feel to ordinary plastic. It can also be used to deboss (inprint) lettering or special logo effects.
The process is done by outside vendors under very controlled conditions. These vendors have their own stock pattern books to choose from so it’s relatively easy to choose a pattern number and call that out in your design.
Note that chemical etching will not work in deep holes, tight corners or other complex geometries and is best used for flat or gently curved surfaces. Also, weld lines or spatter inside the tool must be cleaned and prepped carefully for the effect to work properly.

EDM / Wire EDM
Electrical discharge machining is also used inside of a mold cavity. It uses a conductive copper alloy electrode which is placed close to the wall of the tool, without touching it. High-voltage electric sparks then erode the surface of the cavity.
This process can be used to make deep pocket holes even in hardened tool steel, and it also leaves behind a characteristic surface texture. Because these discharges are random and chaotic (without direction) at the surface level, the pattern they leave behind is a diffuse, sanded effect that can be ideal for some applications. Modern EDM machines are now capable of producing a mirrored finish on tool steels which does not require any extensive hand polishing.
Our Advice
These are the main techniques that we use every day, although there are other processes like aqua blasting, bead blasting and hand sanding. It’s best to talk with one of our customer service engineers in advance and do a design review first. We can suggest one or more solutions to achieve exactly the texture you want that fits your schedule and budget. Contact us now.

Chris Williams is the Content Editor at Michigan CNC Machining Parts, Inc.. He is passionate about writing and about developments in science, manufacturing and related technologies. He is also a certified English grammar snob.


